

LINEN FIBRE

ABSTRACT
Linen yarn is spun from the long fibers found just behind the bark in the multi-layer stem of the flax plant. Linen is the strongest natural fibre which is extracted from the bark with the help of retting process. The cost of linen yarn or fabrics is higher than the cotton yarn of fabric. In this article we have gone through History, Extraction of linen fibres, Process flow chart of linen manufacturing, Cultivation and harvesting, wet Spinning technique, End uses, the production formulas for linen and comparison between cotton ring spinning and linen wet spinning, Properties of linen fibres.
INTRODUCTION
Linen is a cellulosic fibre derived from the steam of the flax plant or a fabric made from these fibres. Linen fibres are more stronger and more lustrous than cotton. They spun cool absorbent fabrics that wrinkles easily. Fabrics with linen like texture and coolness but with good wrinkle resistance can be produced from manufactured fibres and blends. From linen thread or yarn, fine toweling and dress fabrics may be woven. Linen fabric is a popular choice for warm-weather clothing. It feels cool in the summer but appears crisp and fresh even in hot weather. Household linens truly made of linen become more supple and soft to the touch with use; thus, linen was once the bed sheet of choice. While the flax plant is not difficult to grow, it flourishes best in cool, humid climates and within moist, well-plowed soil. The process for separating the flax fibers from the plant's woody stock is laborious and painstaking and must be done in an area where labor is plentiful and relatively inexpensive. It is remarkable that while there is some mechanization to parts of the fiber preparation, some fiber preparation is still done by hand as it has been for centuries. This may be due to the care that must be taken with the fragile flax fibers inside the woody stalk, which might be adversely affected by mechanized processing. Flax remains under cultivation for linen fiber in a number of countries including Poland, Austria, Belgium, France, Germany, Denmark, the Netherlands, Italy, Spain, Switzerland, and the British Isles. However, the grade of fiber the plants yield in different parts of the world varies. Many believe that Belgium grows the finest-quality flax fibers in the world, with Scottish and Irish linen not far behind. There is no commercial production of linen fabric in any significant quantity in the United States except, perhaps, by individual hand spinners and hand weavers. Thus, the linen fabrics Americans use and wear are nearly all imported into the country from one of these flax-growing and weaving countries.
HISTORY
History of linen use goes back many thousands of years. Dyed flax fibers are found in a prehistoric cave in Georgia which is evidence that woven linen fabrics from wild flax were used some 36,000 years ago. Fragments of straw, seeds, fibers, yarns, and various types of fabrics have also been found in Swiss lake dwellings that date from 8000 BC. In ancient Egypt linen was used for mummification and for burial shrouds because it symbolized light and purity as well as wealth. Linen was so valued in ancient Egypt that it was used as currency in some cases. Linen was also produced in ancient Mesopotamia and reserved for higher classes. It always had high cost because it was always difficult to work with the thread (flax thread is not elastic and it is very difficult to weave it into a cloth without breaking threads) and also because the flax plant requires a lot of attention during cultivation. The first written evidence of a linen comes from the Linear B tablets of Pylos, Greece, where linen hast its own ideogram and is also written as "li-no" in Greek. The Phoenicians, who had their merchant fleet, brought flax growing and the making of linen into Ireland. Belfast became in time the most famous linen producing center in history. The majority of the world's linen was produced there during the Victorian era. Some religions even made rules that involved linen or they just mention them in religious concept. The Jewish faith restricts wearing of mixture of linen and wool. Linen is also mentioned in the Bible in Proverbs 31. Bible also mentions that angels wear linen.
RAW MATERIAL
All that is needed to turn flax fiber into linen, and then spin and weave the linen fibers into linen fabric is the cellulose flax fiber from the stem of the flax plant. The process for separating the fibers from the woody stalk can use either water or chemicals, but these are ultimately washed away and are not part of the finished material.
PROPERTIES/CHARACTERISTICS OF LINEN FIBRE:
PHYSICAL PROPERTIES OF LINEN FIBRE
TENSILE STRENGTH | 5.5 to 6.5 gm/den. |
ELONGATION AT BREAK | Wet condition = 2.4% Dry condition = 2.2% |
COLOUR | Yellowish to grey |
LENGTH | 450 to 1200 mm |
LUSTURE | Brighter than cotton, Slightly silky |
ELASTIC RECOVERY | Poor elastic recovery |
SPECIFIC GRAVITY | 1.50 gm/cc |
MOISTURE REGAIN (MR%) | 10 - 12% |
RESILIENCY | Very poor |
EFFECT OF HEAT | Excellent resistance to degradation by heat. |
EFFECT OF SUNLIGHT | Not affected by sunlight |
CHEMICAL PROPERTIES OF LINEN FIBRE
Linen is a natural cellulosic fibre and it has some chemical properties .Chemical properties of the linen fibre are given below:
1.Effect of Acids:Linen fibre is damaged by highly densified acids but low dense acids does not affect if it is wash instantly after application of acids.
2.Effects of Alkalis: Linen has an excellent resistance to alkalis.It does not affected by the strong affect if it is wash instantly after application of acids.
3.Effects of BleachingAgents: Cool chlorine and hypochlorine bleaching agent does not affect linen fibre properties.
4.Effect of Micro Organism: Linen fibre is attacked by fungi and bacteria .Mildews will feed on linenfabric,rotting and weakling the materials.Mildew sand bacteria will flourish on linen under and humid condition.They can be protected by impregnation with certain types of chemicals.Copper nepthenate is one of the chemical.
5. Effect of organic solvent: Linen fibres having higher resistance to normal solvents.
6. Effect of Insects: Linen fibre does not attacked by beetles.
7. Dyes: Reactive and vat dyes are very good for linen fibre.
CULTIVATION:
•Flax plant in shown in march and April
•Has very short growing period (100days)
•They produces less branches and longer fibre
•When plant shave flowered and seeds are ripened, crop is pulled by root.
HARVESTING PROCESS
•Harvesting can be done after 30 days of flax plant growing.
•Harvesting should bed one on a warm, sunny day
•Pull(don’t cut) the plants by grasping be low the roots
•Brush off the dirt from roots
•Stack the flax plant in to bundles, and place the tied bundles in a sunny location to dry
•Harvesting can be done both by manual and mechanical methods.
EXTRACTION / RETTING OF FIBRES:
The retting process, also known as degumming. Involves the extraction of fibre bundles from
the harvested stem. To date,several retting methods are applied; the most traditional, still
widely used approaches, i.e..,water retting and dew retting are based on microbiological retting
Extraction / Retting Techniques
1.Microbiological Retting
1.1 Dew Retting
1.2 WaterRetting
a) Pond Retting
b) Floating Retting
2.Enzymatic Retting
3.Chemical Retting
The detailed discussion about Retting process given below:
1. Microbiological Retting
These type of Retting consists of 2 techniques
1.1 Dew Retting
In this method of Retting the flax/linen straw is spread over the green grass for several weeks. During that time flax straws are affected by whether usually the moisture is 4 - 8. After the process of Retting flax straws are stacked to dry.Dew retting involves the production of enzyme by fungi and bacteria, thereby causing decomposition of pectins by enzymatic hydrolysis. This method produces strong fibre grey in colour. Dew retting is common in Europe, due to its low cost and objection against pollution caused by other ways of retting.
1.2 Water Retting
Water Retting is usually carried out in special tanks. Colour from stems and dirt is usually leached out and drained off in the first few hours, resulting in light coloured, non stained fibre. Some of the water is drained off each day and fresh water added so that fermentation can be more carefully controlled. This method requires less time than dew retting, from 2 to 3 days. Stagnant pools of water are used in this method, which sometimes causes over retting.
2. Enzymatic Retting
In this method, the stalks are immersed in enzyme mixture, all of which have cellulase, pectinase and hemicellulase activities. Though individual enzyme activities vary, all enzymes separate bast fibres from the lignified core and partially from the cuticle near the cut surface of the stem sections. Lignin remains in middle lamellae after enzyme retting and would likely prevent separation of the fibre bundles.
3. Chemical Retting
In this type of Retting Soda ash, oxalic soda and caustic soda in warm water or boiling in dilute H2SO4 solution are the chemicals used. The bark of the stem is first cut into pieces containing different concentrations of NaOH and HCl solution in such a manner, so that they are completely immersed in the solution. The beakers are covered with watch glasses and kept for ten hours. After this each of them are boiled for 30 minutes. The stems are washed with cold water to separate the fibres. Drying is necessary to prevent further fermentation. In chemical retting process, it becomes important to establish the uniformity of the fibre quality from the base to the tip of the plant.
In chemical retting process maximum chance of fibre rapture, this process is short time process.
PROCESS FLOW CHART FOR LINEN MANUFACTURING

Types of bales -
1) Circular Bale
2) Rectangular Bale
The avg. Weight of bale is 100 kg
2. Sorting Process:
The main objective of this process is to make a bunch of fibre according to their quality and give Grades (A+, A, B+, B, C+, C). To prepare a bunch of fibres according to their count (Nm).
3. Conditioning
Conditioning is use in linen manufacturing process to improve the fibres moisture contain.
Basically 8-12% moisture in fibre is required for spinning and further process.
4. Hackling
Hackling is the process of separating the longer fibres from the shorter one. The process is carried out by using pins where the density and sharpness of the pins varies according to cleaning of the longer linen fibres. Different size heckling needles are used, progressing from coarser combs with only a few needles per inch, to finer needles.
Main Aims of Hackling Process
a) Cleaning of linen straws
b) Disentanglement of long fibres
c) To allign / parallization of longer fibre bunch
d) To form a sliver of desired thickness which is suitable for next subsequent process.
e) To improve the lusture of the fibre.
5.1 Drawframe
The purpose of using drawframe in linen spinning is same like cotton spinning system. In case of linen spinning only difference is here Gill pins are used because the fibres are longer then the cotton. For the purpose of parallization the Gill pins are used back of drafting system. It performs following functions
a) Straighten out the curled or crimped fibres
b) Parallization of the fibres
c) To improve uniformity of sliver by doubling and drafting
d) To remove dust from the sliver
In case of linen spinning we required to use the 6 - 8 drawframe passages for reducing the weight per unit length of sliver i.e Attenuation of the sliver takes place so that we get required weight(gm/mt) at the end of the passage.
6.1 Speed frame/ Roving frame/ Simplex
In this process also Gill pins are used at the back of drafting system. The objective of process is same like cotton spinning. The preparation of roving pkg. Takes place which is helpful for next subsequent processes.
7.1 Bleaching
After the speed frame the roving bobbin is prepared and the colour of fibres are still brownish so that for further processing we have to blech the roving bobbin. So that bleaching process is carried out for roving bobbin. In this process we have to improve the whiteness index of linen. This is feed material for the ringframe.
8.1 Ringframe
The wet roving bobbins are creeled with the help of suitable bobbin holder. The whole process is carried out with the help of water. The following table shows the comparison of Cotton ring spinning and Linen wet spinning.
OBJECT | COTTON RING SPINNING | LINEN WET SPINNING |
Type of traveller | Metal traveller | Plastic or Nylon traveller |
Spindle speed | Higher (20000 - 30000 Rpm) | Lower (6000 - 8000 Rpm) |
Efficiency and Man power requirement | Higher Efficiency Less man power required | Lower Efficiency Higher man power required |
Water requirement | Less water requirement | More water requirement |
Drafting Arrangement | 3 over 3 double apron 4 over 4 double apron | 2 over 2 drafting system with single bottom apron |
Automation | Higher possibilities of automation | Lesser possibilities of automation |
Lapping tendancy | Lower | Higher |
9.1 Dryer
The ring bobbins are required to be dried and forwarded to winding machine.
10.1 Winding ( Autoconer )
In this process small pkg (Ring bobbin) is converted into big pkg (Cone). It also remove the objectionable faults from the yarn.
11.1 Packing
In this section cones are get packed in a bunch and forwarded to further processing.
After the hacking process the more amount of waste to be generated called as TOW waste. The tow waste is feed material for the Rotary carding machine. By using rotary carding machine also one can prepare a yarn.
5.2 Carding (Roller and stripper card)
The fig. Shows simplest line diagram of roller and stripper carding machine
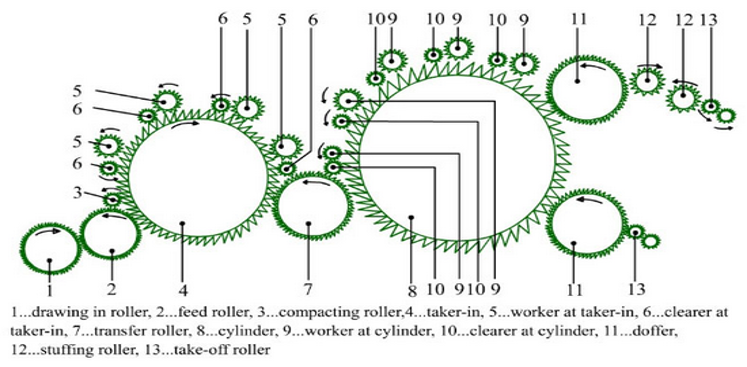
For long staple system the roller top card is used. As the dry-laid process mostly utilizes the long staple fibres the roller and stripper card is often seen to be used in the linen industry.Figure displays the diagram of a roller and stripper carding machine. Though this card is similar to the revolving flat card in its basic features, but it differs from the flat top card in several respects, including the fact that their main carding fields are designed differently. The flats are replaced by pairs of rollers, as shown in Figure. Here, 2 doffers are used and web is collected in the delivery can.
6.2 Gill Box
The main objects of Gill box are given below
- Parallelization of fiber.
- Doubling of sliver
- Reduction in weight per unit lenght of sliver.
- To prepare a sliver of required wrapping for futher processing.
7.2 Comber
Objectives of comber given below
- To remove the fiber shorter than a predetermined length.
- To remove remaing impurites.
- To remove neps and hooks .
- To makethe fiber more parallel.
- To produce a uniform sliver of required per unit length.
After Comber Further processes carried out like Gill box, Speed Frame, Bleaching, Ringframe, Dryer, Autoconer, Packing as we have discussed above.
LINEN FIBRE Vs COTTON FIBRE

Linen fibre is the world's strongest natural fibre. It is thicker than cotton and having veriable length, most of which are very long.
2) Handling
Linen is a bast fibre so it is known to be crisper than cotton. It has more natural texture than cotton, It is silky with high lusture.
3) Wrinkles
Both cotton and linen are associated with wrinkles. Linen fibres have a natural resin called lignin. Atfirst, the fibres are stiff and crease easily. The wrinkles become smoother through handling and use.
4) Moisture
Linen fibre gain upto 20% moisture before it will first begin to feel damp.Cotton will absorb more than 25% its weight in water.
5) Warmth
Linen fibres are hollow, moving air and moisture naturally. During the colder months, layer linen blankets to retain heat and warmth from our body. Linen is a natural insulator.
6) Healthful Properties
Ancient Egyptians used linen for its natural ability to help repel micro organisms. Linen has been known to be tolerable for those with allergies and to smoothe skin conditions.
1) Production of Hackling machine in.Kgs/shift =
Holder Speed × 60 × 8 × weight of output (gm/mt)
Holder Speed × 60 × 8 × weight of output (gm/mt)
_______________________________________
2) Production of Drawframe machine in Kgs/shift =
Del. Speed × Del. Wrapping × No. Of Del. × 60 × 8 × Efficiency
___________________________________________ 1000
3) Production of Speedframe machine in Kgs/shift =
Flyer speed × 60 × 8 × Roving wrapping × No. of spindles × Eff.
_____________________________________________
TPM × 1000 4) Production of Carding machine in Kgs/shift =
Del. Speed × Del. sliver wrapping ×60 × 8 × Efficiency
1000
5) Production of Gillbox machine in Kgs/shift =
Del. Speed × Del. Wrapping × No. of del. × 60 × 8 × efficiency
Del. Speed × Del. Wrapping × No. of del. × 60 × 8 × efficiency
1000
USES OF LINEN FABRIC -


Apparal:-
Dresses
Jackets
Blouses
Childrens Wear
Home Fashion:
Curtains
Upholstery
Bed Spreads Table linens
Dish Towels

Industrial Products
Insulation and filteration material
Light Aviation Products
Reinforced plastic
Sewing thread
Surgical thread
Twine etc.



{kind=link}
76 Comments
Very nice content
Well explained..😘😘😘
Keep it up...
OSM BHAI
From Sunil...
Nice one